
********
How can we make what is seen in the old Italian violins?
From scratch so to say, rather than copying. And how can we proceed avoiding any methods inconsistent with the time of classical violin making?To sketch the broad strokes of an answer, we'll lay aside all modern approaches and the now standard common practices that mostly arose out of 19th the century commercialization of violin making. Using only resources appropriate to the time and place of 16th and 17th century Northern Italy, we will re-imagine designing and making a violin from start to finish.
This will be a first sketch for a revival process of violin building and design. More details will be explored further in later posts. For now, I will take full advantage of my research into classical Italian violin building and design methods, but not necessarily fully explaining yet. The process we will sketch is presented as proposal, exploration, and hypothesis. Only trial and experience with the ideas can test what is workable and natural in practice.
In this exploration, everything is on the table. We will consider all the modern answers in violin making to be open to question and ripe for reversal where needed.
The familiar modern methods and sequences of violin making today derive from another moment of re-imagining violin making. But that moment of reinventing was driven by the industrial revolution, and involved forgetting and erasing the older methods of the classic Italians. Centered in places like Mirecourt, that complete reworking of violin making was largely driven by commercial concerns of practical and economic efficiency, with aims contrary to our current efforts to revive old methods.
We will seek to reverse the process, throwing out all the industrial commercially driven choices in order to help recover the old ways. But, the assumptions of modern making practices can run deep. To shake these ideas out, we will let ourselves imagine and entertain all possibilities, no mater how contrary to current practice. Realizing and allowing the full range of possibilities is healthy.
This post will scale sketch the general features of a proposed 'revival' process for building and designing violin family instruments, using only methods and resources that are plausibly historically consistent with what we know or can readily observe from existing classical example and other evidence of the old ways. Is it actual what the old makers did? How could we ever truly know? For now, we'll be satisfied with sketching processes that are historically consistent as far as we can tell, and that yield good results that fit the historical evidence as well as we can understand.
We will try to make this first sketch sufficient to show the bones of a complete and historically reasonable method. At many points there might be more than one candidate method. We will look to the historical evidence of surviving instruments and artifacts to help us choose for this sketch. We want to find methods that insure the things that are seen consistently in classical making, and that allow the variations seen in the wide range of classical making. So part of our task is to look closely and explore the evidence to better understand and find guidance. If our sketch is successful, it will give a starting point, and new ground to stand on when undertaken a later, better informed, more detailed picture of classical Italian making.
For structure, our sketch will follow a hypothetical maker creating a design and instrument from scratch. We can imagine a fictitious Northern Italian maker, working perhaps around 1690 or so. We can assume our maker learned from his father, and is fully experienced and knows everything about his work in great detail. Like all the makers around him, he works very much within tradition. At the same time, he consistently tinkers with details looking sometimes to improve appearance, and sometimes musical performance. But his experiments are always within the traditions, expanding rather than breaking them.
********
How does our classical maker begin working?
Our maker wants to try a new model -- only slightly varied from his last, but he'll need to make a new mold. We'll start there.His is not a copy culture. He knows all the different parts of the design and how to work with them . He knows how to construct all the shapes and variations with compass and rule, from scratch. He knows the recipes. Every part of the violin design is guided by traditional geometry constructions, but allows him certain latitudes and some room to experiment. The sizes of the parts are all related in simple proportions. To pass his trials to become a master, he had to construct various various elaborate parts from memory, including a very ornate rosette for a lute.
To begin work on the mold for this new violin model, our maker flattens a piece of walnut into a board somewhat larger than the violin body he wants. He flattens the board the same way the joiners a few blocks away do their work. Like any good worker, he stays with the largest roughest tool as long as possible, then proceeds to the finer tools as needed. Sometimes a hatchet or adze helps with the first stages in this type of work. But as the wood approaches a rough board shape, a sequence of planes is used to finish.

A modern made version of a plane, virtually unchanged since ancient times.
To test boards as he planes, our maker has a marble stone well worked by a local mason available as a reference flat surface. But for this job, the surface of his worktable is good enough reference. He uses the same worktable his grandfather did. It sits up solid against the wall, directly below a North facing window for good even light all day long.
After flattening one side of the board, our maker uses a simple gauge to mark the thickness he wants all around the edge of the board. He makes the thickness of his violin molds about the width of a pinky finger. The gauge scribes or cuts a guide line into the wood. All his work uses points and lines pressed or cut into the wood as guides. Nothing is done without such guides markings.

Marking gauge (top) from Cremona tool collection. Perhaps actually used by Stradivari.
Following the cut or etched guide line, our maker brings the board down toward the desired thickness. As the board approaches the marked thickness, he uses a knife to bevel the sides and cut down to the guide line. He continues lowering the thickness of the board down to marked level by working a scrub plane in a crisscross pattern This plane has a blade sharpened into a curved shape to gouge into the wood and cut fast and deep. He then cleans up the rough cut surface from the scrub plane by using a plane with a blade sharpened to a straight shape, but still set for a quick working cut. As the board gets cleaned up some and approaches its final thickness, he switches to a longer plane that helps perfect and try the flatness. Lastly, if wanted, he can make the surface beautifully smooth with a plane set to take very fine shavings. In preparing a board like this, and in many other steps, our violin maker's methods are simply good traditional wood working.
With the board now a good thickness and flatness, our maker decides exactly where on the board he will etch the outline for the mold. He begins work be scribing a center line for the mold/form. Working from this center line, he uses a scribing knife, a straight edge, and sharpened compasses or dividers to scribe the geometry of the form into the board. Most of the measurements are found by relating the portions of one element of the design to another. But a few measurements are keys that begin the design. These can be set from scratch for a new design. Or, such measures can be retained and used for generations by scribing them onto a memory stick for reference. Dividers are perfect for all this work.

These dividers come from Michelangelo's possessions.
********
How does our maker construct a violin shape?
The familiar violin shape is built up from circles and lines.A simple construction of overlapping circles stands behind the characteristic upper and lower curves of the violin body. Such constructions were called vesici (bladder in Latin), as the overlapping portion was considered to have a bladder like shape.
The most famous type of vesici is the Vesici Piscis which divides a line into a 1::1::1 equal parts proportion.

But a violin maker also needs to draw vesici with the circle centers pulled closer together. This requires dividing a line unequally, with a smaller segment in the middle. The simplest proportion for such vesici is based on dividing the line through the circles into five parts. For example, we can draw vesici which divide a line into 2/5, 1/5, and 2/5.
A vesici with the circle centers closer together in a 2::1::2 proportion:

By themselves, these vesici don't seem so violin like. We have to add some other elements. To start, we will add some risers that help carry the shape up toward the corners. These risers tend to center on the mid point of the vesici line, or on the centers of the opposite vesici circle:

With risers added, we start to see the lower curve of a violin shape, but with a curious dimple at the bottom.
The Lyra Da Braccio which predates violins sometimes has an echo of this dimple left in the final shape:

For a violin shape, we smooth over this dimple with a connecting arc. This connecting arc has a long radius running from the center line of the violin body.

The upper curve of the violin shape is similarly constructed, but with the vesici circle centers closer together, and usually with a shorter radius for the connecting arc:

The center curves of the violin are based on large circles. Makers weren't consistent in sizing and positioning the various large circles of the design, these were elements they played with a bit. But it appears all their positioning schemes were based on geometric and proportional relationships between the elements of the design.
As a rough guide, most all the designs come close to bringing four large and proportionally related circles from the design approximately in to contact as shown here with great circles:

It's important to realize that the old makers mostly or never placed the elements of the design exactly to this four circles type of plan, but the actual plans they use never stray very far from this. So it is a fair conceptional guide in deciding exactly how to relate the upper, lower, and center curves of a design.
Corners are completed with small circles tangent to the risers, and tangent to the main circle for the center curves:

These same geometry elements are seen in all the classical violin family designs. But the exact placement and relationship of elements matters greatly, and is not consistent in the old making. Particular, there is much experimentation and variation seen in the placement and sizing of the main large circle for the center curves, and in the sizes and ratios chosen for the small corner circles, as well as in the placement of the actual corners. These differences strongly affect the overall character of the center curves and the whole instrument outline.
********
How does our maker create a mold based on this violin geometry?
Let's see these same elements in a Stradivari violin mold:

In making a new mold or form, our maker would have in mind a plan of traditional ratios and geometric guides to arrange these elements to create his desired result. A new mold would only vary the plan from his prior molds in a few points. Mostly the new geometry of his new mold would be the same as the last. But a few relationships between the elements of the design would be altered this time to produce the slight variation on tradition our maker wants.
The design would be etched directly into the board for the mold. Following the etched outline, our maker would cut the shape of the new mold. Once the outline was cut true, the maker could plane off the various work lines left behind. On the cleaned surface he could now etch the several guides that would help in the working life of the new mold.

On every mold, our imagined classical maker etched a center line down the middle of the form. The maker also always marked a center point and two arcs documenting the planned basic rib height, and the reduced height for cutting down the upper bout rib. Further, he etched four horizontal lines showing the bounds of the notches for the corner blocks. Theses lines help both in maintaining the notches as they wear from use, and as a code to locate the actual corner point when making the corner blocks. Sometimes the maker used the small maple templates he always made to document the block shapes, but it wasn't really necessary, as he also recorded the corner placement into the form.

With the outline cut, and the various guide marks etched into the new mold/form, our maker drilled a series of holes for posts that would later be used in binding and gluing the ribs to the blocks, and a few holes on the edge of the upper and lower block areas that will help in removing the rib assembly from the mold when the time comes. Lastly, our maker cuts out the spaces for the corner end blocks and the mold is now finished.
Our making didn't need a drawing to make his mold. He only need a plan for size, ratios, and placement of circles and lines used in a standard geometric construction he learned in his apprenticeship.
We should note that that the design plan for the mold, and for the final violin don't necessarily need to match exactly. For one, our maker chose to use risers on the mold that come in a little tighter than will happen in the final violin design. This means that the ribs will be set into the final instrument with a slight degree of springiness pulling inward on the corners. There can be other slight differences between form outline and instrument outline as well.
********
How does our classical maker use his new mold to start building an instrument?
With the mold in hand, the actual making of the instrument can proceed. Some of his friends have been using spruce for their blocking, but our maker is still using the more traditional willow, from the Po valley area right around Cremona. Our maker splits out pieces of willow so he can follow the grain. Then he planes the pieces to fit into the block cut outs in the mold. Next he cuts and levels the tops and bottoms of all the blocks, square to the sides he's already prepared. The top block's height is cut following the smaller of the two rib size arcs he scribed onto the mold. All the rest of the blocks are given their height following the larger arc as guide. Once all is prepared, the blocks are glued into the mold, using a flat surface for reference, insuring the bottoms of the blocks all lie flat in the same plane.
Once the glue has dried, the blocks can be shaped onto the mold. The end blocks are shaped smoothly to follow the planned outline. The corner blocks are shaped to insure good round curvature with the same radius as the planned corner circles. Gouges, rasps, or even shaped pumice stone can be used in this work. Since this is a new mold, our maker also has the task of making matching clamping blocks to fit snugly to the blocks. On the back side of these clamping blocks scoops are cut into the edges to carry the binding cords when the clamps are used.

Some of Stradivari's binding blocks for the corners.
Our maker is now ready to prepare the ribs. The ribs are made from the same kind of maple as the backs of the instruments. Sometimes our maker cuts rib stock from the very same wood as the back of an instrument, but sometimes not. His rib stock is usually sawn out by hand, though some mills nearby have water powered saws that can cut out a whole set of rib stock in one go. But you have to feed assistants anyway, so why not make them do the sawing and save a fee from the mill?
The rib stock starts off too thick. A plane with a special blade is used to bring the rib stock down to a good thickness. Our maker likes to use very beautiful highly figured maple when possible, the grain of such wood curls every which way, and easily breaks out in too large chunks. The problem is greatly reduce by filing or cutting gaps into edge of a normal plane blade to create a toothed blade.

Inside of ribs in a Del Gesu violin, showing ridges left by a toothed plane blade.
After thicknessing the rib wood with his toothed plane, our maker uses steel scrapers to smooth the surface. At least on the outside rib surface, our maker is careful to remove the ridge marks from the toothed plane.
Unlike the 'card' scrapers used by later generations of woodworkers, our maker's scrapers don't cut from a burr. They are simple small sharp blades. His scrapers are made from very hard steel, and have a good amount of metal behind the edge. In fact, following the traditions not just of violin making but of Italian artisan crafts generally, our maker fashioned his scrapers from broken fighting blades. Blades break when they are overly stiff from too much carbon content, making them brittle instead of tough and flexible. But for a sharp edge scraper this over hardness is exactly what we want.

Broken blade scrapers from the Stradivari/Cremona tool collection.
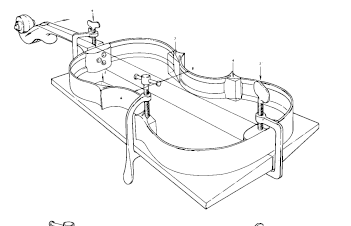
Once the rib stock is properly thinned and smoothed, we're ready to bend the ribs onto the mold. Heat and moisture are the main ways to bend wood. Our maker uses a bit of both. Using coals for heat, our maker heats some copper bending irons. From experience, he knows how to use the irons to bend the rib stock into a shape that fits the model pretty well. But he gets to reduce the amount he needs the irons by using water. When the ribs are bend rather close to the right shape, he wets the rib for a few minutes, then binds the rib stock into place on the mold and lets it dry over night. In drying, the rib sets into a perfect fit with the mold.

Stewart Pollens' modern recreation of a mold's binding clamp in use
Once the ribs are all glued in place, a knife and a small plane are used to trim all the ribs to the right heights, matching the blocks. The top edge of the upper rib curve is brought down evenly to meet the slightly lower height of the top block.
Now linings are added. Like the blocks, our maker uses the more traditional willow for linings, though some makers started using spruce. Again, the maker starts by splitting the willow so he can work true with the grain. First he prepares planks of the willow of an appropriate thickness and length, then he uses a knife to cut these into strips of a good size for linings. Our maker use a large number of metal clips to clamp the lings into place against the insides of the rib structure. It would be possible to use bending irons to bring the linings into the right shape, but it isn't necessary. A few moments in the glue pot's boiling water is enough to make the willow sufficiently pliant to glue and clamp into place. The lings for the C shape center curve are solidly mortised into the corner blocks, but the linings for the upper and lower bout rib curves are merely cut to butt up close against the blocks. Once the glue dries and the metal clips are remove, our maker uses a knife to quickly bevel off the lower edge of the linings.

At this point, the structure of whole rib garland is pretty much complete, but still on the mold. The inside shapes of the blocks can't be shaped until the rib garland comes off the mold. But before that can happen, it's time to attach the neck.
In this case, an assistant had already roughed out the neck and head for the violin, so our maker only needed to attach the neck. This head and neck were carved in maple. Though sometimes the maker used pear wood instead. Modern necks, mortised into the top block, were still a few generations away. So our maker used a baroque style attachment of the neck, glued onto the outside of the ribs. By gluing the neck on with the ribs still on the mold, our maker could set the neck on with a true reference to the mold's center line.
Our maker also needed to get the elevation angle of the neck correct, but this was a less critical problem in his time, as a wedge between fingerboard and neck gave a later opportunity to readjust. A modern revival maker can either produce a baroque neck just like our maker, or else this step gets a little more complicated. But it isn't so difficult. A modern revival maker can mortise in a modern joint at this point, but you have to carefully anticipate the string and bridge height in the final instrument. If desired to assist in this, the board for the top can be partially prepared and given its working height to have on hand while setting the elevation of the neck.
Once our maker attached the neck and let the glue dry, then he was ready to work the rib structure free of the mold. Once removed, the mold is no longer needed for this violin.
Once removed, the maker trims and forms the inside shape of the blocks. For the neck, he pilots three holes and drives in nails.
The rib garland with blocks and linings is now finished and the neck attached. It's time to move on to make the back plate.
********
How does our maker relate the sides and neck to the back and it's outline?
The back of this violin will be one piece of beautifully figured quarter sawn maple imported from the Balkans through Venice. At times this maker has also used tightly figure local field maple referred to as Opio. Rarely he's used beech. In larger instruments, particularly cellos, he sometimes uses willow or poplar. Most of his instruments use quarter sawn wood, but sometimes he makes backs on the slab.
The maker starts by planing flat what will be the inside of the back. The next task is to rough the outer side of the back plate down to what will very nearly be its final height. To control plate thicknesses, include this initial setting of plate height, our maker uses a thickness punch.

The Stradivari Thickness Punch

A thickness punch newly made.
The idea is simple. You adjust the distance between the anvil and spike to the thickness you desire in your wood plate. Then you punch to press guide holes into your wood. You carve the guide holes away to reach the desire thickness. It's a very effective and quick system in actual use. Though occasionally traces are left from using the punch.
Our maker sets the gap between the anvil and spike on his thickness punch to just slightly more than the desired total height of the back plate. He then carves and planes away all the excess wood on the outside of board for the back. He periodically uses the thickness punch to check his progress and punch more guide holes.
Now our maker has the board for the back prepared. What will be the inside has been well planed flat and smooth. The outside of the back has been roughly worked and planed down to what will be the total height of the back.
Our maker will now establish the relationship between the board for the back, and the structure of the rib garland and neck. He begins by flipping the board over to have the inside facing up. The maker must decide where to position the back outline on this board. Once decided, he etches what will be the center line onto this flattened inside of the board. Pins are used in the top and bottom blocks to fix a relation between the sides and the board. The holes from these locating pins will later be filled with wood.

The filled locator holes on the back of Del Gesu's 'Kreisler' violin.
Our maker starts by drilling small holes into the top and bottom blocks for the locator pins. The locator pins are then pressed into the holes. These are metal pins with one end sharpened. A pin is pressed half way into each of the two blocks, with the sharpened end sticking out.
The rib garland is flexible. We can stretch it longer or scrunch it in shorter. We can pull the corners out wider, or push them in narrower. To some small extant, we can do any combination of these, and the shape of the sides will simply flex to accommodate. Also, the ribs off the mold aren't perfectly square or straight. Our mold only held the ribs mid way through their height. The top and bottom edges of the ribs were rather free to get out of square. And our maker wasn't so worry about that. He tried to keep things reasonably straight while assembling the rib structure, but it wasn't a top priority. Also, he used water to help fibers of the wood to relax and truly reset their fibers to the shape of the mold. But using water like that encourages wood motion. So our ribs natural end up with some minor degree of twist out of perfect squareness.
On the board for the back, along the center line he etched, our maker marks exactly where he wants to place the top and bottom of the ribs. Fitting the ribs exactly to these marks might require slightly scrunching or stretching the rib structure, but no matter. Our maker lines up both the top and bottom of the rib structure to his plan marks, and presses the sharp locator pins into the maple back board to record the alignment. He then removes the ribs and drills small holes in the back board where the pin marks indicate. This system of holes and pins allows separating and reconnecting the ribs and back board, always placing the top and bottom blocks in exactly the same place.
With the locator holes drilled, our maker uses the pins and places the rib structure onto the back board again. As we said, the rib structure is flexible. We can twist the neck side to side and the top block just rotates on its pin. We can also push the corners in and out a little. And we can push the sides around some to center and adjust the width between the ribs. Our maker is most interested in adjusting and centering the ribs at the widest parts in the upper and lower curves, and at the narrowest part at the waist. Secondarily, our maker would like to see the corners fall in a reasonably symmetric and balanced way.
Our maker has clamps ready to lock down the positions of the all the blocks. First he gets the neck lined up perfectly straight. Then adjusts the bout widths as desired, locking the position in place by clamping down all the blocks to the back board.
Once everything is adjusted as desired. The maker takes a scribing point and etches all around the rib structure, recording the exact rib position by etching the exact rib outline into the back board. Once this alignment, and its corresponding rib outline are etched into the back's board, the clamps are removed and the sides and back board separated.
Now our maker needs to reconcile his intended plan to the actual outline of the ribs etched onto his back board. He wants a fairly standard and consistent overhang between his back outline and the rib structure, but it doesn't have to be absolutely even. This is his wiggle room. He wants the back outline particular to be a fairly pure expression of his plan, and he tried to adjust the ribs on the back board to allow this. But if needed, he can adjust the geometry of the back outline moving the center of a riser arc or vesici circle slightly. He can also change the radius of circles if needed, but saves that as a last resort. Particularly for the C shape center bout this can be an acceptable solution.
Our maker works his geometric construction of outline, etching the shapes into the board. He works in relation to the actual rib outline, but tries to stay as close to the ideal plan as possible. Most of all, the corner circles get pushed around some to follow the actual position of the rib corners. In this, the planed corner circle radii are used, but the centers are moved some to make things work.
We see now one of the great differences between a modern and old approach to design. In the old style approach, the final shapes result from an interaction between the design plan and the actual building process. The shape of the ribs was planned, but the execution wasn't absolutely controlled. The continuation of the design in the older style work involves a reconciling between planed intent, and the variations that have already occur. In a modern approach we tend to go forward by entirely correcting to plan. In an old style build, we only partially correct to the intended plan, but significantly our old style continuation doesn't ignore but instead follows off of the variations that occur naturally during the build.
Curiously, the old style building is closer to nature's way. A human plan can be idealized (or simplified if you will) to perfect evenness and symmetry. Nature never builds that way. A flower is nearly symmetric, but never exactly so. The variations in growth are incorporated and embraced in natures designs, never entirely absent. So too with older style design.
Our maker cuts the plate roughly to the outline, leaving a tab of wood around where the button will be at the top of the plate. Also, at this stage our maker doesn't usual cut the corner all the way to outline, preferring to leave this until both top and back plates are glued onto the ribs. The maker now uses a gauge to scribe an ample working thickness around the edge of the plate, and roughs down to this thickness creating a ledge that extends from the outline in just a little past where the purfling will be.
This working outline is the first boundary in developing the plate arching. Various sequences are possible, but our maker is accustomed to setting the long arc of the back next. This will be the second boundary determining the arch of the back. This long arc, running along the center line between the top and bottom blocks is approached by lofting, the way a boat builder does with the curves of a boat hull.
A traditional boat builder creates a full sized version of the planned curves of the hull through 'lofting'. The involves specifically locating a few control points through a combination of horizontal and vertical proportions, and then creating a smooth curve through these points. To find the smooth curve, the boat builder bends thin wooden splines over the control points. He also has the skill to create smooth or 'fair' curve lines through the control points by eye and feel, but a bent spline can always be used to double check.
In a similar way, our violin maker will set the long arc for the back by determining a few control points and then working a smooth curve through them. Theoretically, any division of the back length can work, but our maker divides the length of the plate into nine parts for reference. He uses the dividers to mark off 3rds of the length of back plate, then again divides each 3rd in 3 more parts giving nine divisions. He records the shape of a long arch by noting where a few key heights occur in relation to his nine divisions of the back length. These key heights for the arch are in terms of height difference between the ledge for the working edge of the plate, and the maximum height of the plate arch. He treats the long arcs in both the top and the back as consisting of a central plateau of maximum height, and then a smooth fall down to the level of the working edge.

As example, the long arc of the violin back might be record as holding maximum height through the center 9th of the back length, falling all the way down to the edge height level 1/2 of a ninth in from the edge, falling 1/2 the down to the edge height at 1 and a 1/2 ninths in from the edge. A different long arc shape would simply record difference positions along the back length for the control heights. Knowing the bounds of the maximum height plateau, where the arc falls half way down, and where it falls all the way down to the edge height is enough to describe a plate's long arc. More information could be recorded if desired, but this is sufficient to craft an effective long arc.
Our maker again uses his thickness punch to easily work the wood down correctly at the control points. Gouges, planes, chisels, and scrapers are the main tools used to work the arc. If in making the long arc there is any doubt about running a completely smooth and fair curve through the control points, a thin flexible spline can be used to test. A spline held against the control points should contact the long arc snugly at all points with no gaps.
With both the outline and the long arc roughly worked, the plate is beginning to take shape. The overall arching of the back is our next concern. Both the outline and the long arc provide boundaries that help determine the overall arching. A modern maker would at this point probably turn to templates to copy the arching shape from an existing old instrument. But our maker is creating a new model on a new mold. Instead of copying, our maker will follow certain principles and geometry guides that will naturally generate the arching for his plates. Indeed, our maker always works the plate arching this way.
To start, our maker sets boundaries for the channel and edge work. The channel is the area where the plate dips down below the level of the edge. The channel boundary line marks where the arching comes back up to the level of the working edge.
To mark the channel boundary line, our maker marks the distance 1/4 in from edge to center line at the widest part of upper bout. He then marks 1/6 in at the narrowest part of the center bout, and 1/6 in at the widest part of the lower bout. For different plate designs, he might use different ratios, but these are the ratios he chose for this back plate arching. He then takes a scribing compass and scribes these marked inset distances all around the bouts. The corners get in the way, so in these areas he smoothly connects the boundary lines by free hand.

Once this channel boundary line is determined, the maker can work the ledge from the edge in further, nearly to the boundary line. At this point, any obviously extra wood can be removed from the central arching area. We know that all the cross arching will have maximum height at the long arch, and will fall down to the same level as the working edge at the point where the channel boundary line is marked.
The plate outline, the channel line, and the long arch running along the center of plate are the three bounds that determine the curvature of a plate's arching.
Before working the edge and channel area, our maker will rough out the arching in the central area of the plate. The arching in this area is governed by a simple ratio guide: 1/2 fall in 2/3 run. In other words, each cross arch has its maximum at the long arc along the center line, then falls to the level of the edge by the time it reaches the channel boundary. The gentleness or rapidity of this fall is governed by the 1/2 fall in 2/3 run rule. That tells us that the cross arch will fall 1/2 the way down to the edge height at the point 2/3 the distance from the center line toward the channel boundary.
So our maker needs to mark a guide line 2/3 the way from the center line out toward channel boundary. All round the plate, this is where the cross archings will fall half way down to the edge height.

Like the boat builders, we don't need a huge number of control points to well specify a curved shape. The arching we want has a completely smooth and only gently changing or 'fair' curvature. In itself, this helps define the shape. In relationship to our channel boundary and the back's long arc, our 1/2 fall in 2/3 run completely determines the curvature of the central portion of the arching. This guide rule is recursive, meaning that you can apply this curve test to any point between the channel boundary and the center line. Choose a point. The 'run' is the distance from your point to the long arc (center line). The 'fall' is the difference in the height at your point versus at the long arc. The rule says that the curvature we want will fall half this height difference precisely at the spot 2/3 from the center line to your point.
The arching near to the edge, and nearer to the channel boundary is also affected by where and how deep the maker places the channel bottom. Between the choices of channel boundary, channel bottom location and depth, long arc, and the application of the 1/2 fall in 2/3 run guide for the central arching and the principle of maximal smoothness with minimal abruptness of curvature change, the arching is well determined.
This is a scheme for naturally generating violin family arching in a workshop setting. Is it the exact formulation the old makers used? Hard to know. But it appears to at least be functionally equivalent to whatever they used. The range of arching observable in old Cremona violin family making conforms well to this scheme. The kinds of variety in arching this scheme allows and are same variations actually seen in the old instruments. And, the elements of consistency this scheme enforces, are also seen in the historical examples.
So in the workshop, how might these things look?

 These are the bounds or parameters that shape the central arching. Determination of the arching as we approach the channel also depends on setting the location and depth of the channel bottom.
These are the bounds or parameters that shape the central arching. Determination of the arching as we approach the channel also depends on setting the location and depth of the channel bottom.
Using the 1/2 fall in 2/3 run rule, and his thickness punch, our maker punches in a guide hole to help start carving down the arching shape.

Using this guide hole, our maker can remove some more material to start working down toward the cross arch shape.

Our maker continues to close in on the arching by selecting additional points to use the 1/2 fall in 2/3 run test with. But he can only use points that have already been well determined in the arching. He also sets the location and depth of the channel bottom.

Our maker continues by making the curve smoother and 'fair', and by creating more control points. After a few more steps the arching starts to take very clear shape:
 And after a bit more work smoothing the curve, we have a well roughed out arching.
And after a bit more work smoothing the curve, we have a well roughed out arching.

Much of the individuality in classical arching is in the choices made in the channel. The central portion of the arch consistently follows the 1/2 fall in 2/3 run guide, leaving no room for variation. That central portion depends only on the 'fall' or height difference between the working edge versus the long arc at the center line and on the 'run' from the center line out to the channel boundary. But the maker has more leeway with the channel. There are some free choices behind setting the channel boundaries, then there is a very free choice of the location and depth of the channel bottom.
There is also some freedom in selecting the working height for the edge. This choice will impact both the channel shape and the central arching to some extent.
In our example illustration, I manipulated the choices so we would end up with the arching from a very famous instrument. Here is our arch example compared to the cross section arching of the Stradivari 'Titian' violin, at the widest part of the upper bout.

Using these principles, our maker works the arching for the whole back at one time. The smooth flow and continuity of the arch curves across the plate as a whole actual help the work progress very directly. Relatively few control points need be set with great care, the rest follow easily with quick checks of smoothness and the 1/2 fall in 2/3 run guide rule.
Rather than take a lot of time continually calculating 2/3 distances, most of the control points are taking along just a few lines on the plate.

Since we're removing wood as we work, however we mark these guidelines, they will keep disappearing. We can occasionally measure and place them carefully, but mostly as we work we can quickly refresh the lines with chalk. As long as a few points along these lines are checked well, and all the heights and curvatures change only smoothly and gently in every direction, then it's hard to go wrong.
With the back's outside arching roughed out fairly well, the maker begins the work of carving out the inside of the back and thicknessing the plate. The main idea in thicknessing both the top and back is simple, that is to basically carry the thickness found under the low point of the channel throughout the plate, following the outside arching. But both the top and back have some exceptions to this general approach, areas that are left thicker, and areas the are thinned a bit extra.
With the back, the main exception is a large area of extra mass and thickness near the center of the plate. Some makers use a longer oblong area of extra mass following the center line. And some makers don't let the extra thickness reach all the way to the edges of the plate. Our maker follows a different but very traditional pattern. He guides the shaping of the extra back thickness with concentric circles, centered slightly above the bridge line. He likes to arrange things so that the sound post will touch the back just on the lower edge of a coin sized area of greatest thickness. Also, our maker lets some of the extra thickness run all the way to the sides of the C bout area.
The metal point of the dividers he uses to mark the concentric guide tends to gouge a conical hole into the inside of the back plate at the point of maximum thickness. This hole is too deep to clean away in the final scraping. Sometimes it even pops through slightly to the outside of plate and has to be filled with a plug. Our guy knows some other makers who use a similar system, but leave a thick button of extra wood in this spot to take the divider point while they work. Then they clean that extra wood off at the end leaving no hole. But our maker doesn't see any reason to bother. Such holes appear in generations of Cremona instruments.
Our maker uses his thickness punch to press countless carving guide holes into the wood and control the thickness he carves to. In this way, the work proceeds quickly. As he gets closer to the final shape, our maker twists and flexes the plate some in his hands. He also taps around the plate some with his knuckle. This helps him find any imbalances in the plate, and the sound tells him something about the character of what is developing in his hands. From training and experience, he knows well how the plate should feel and sound.
Once happy with the back, our maker glues the back to the waiting neck and rib structure. For the gluing, he replaces the metal locator pins with wooden ones. The rib outline is still etched into the rim of the back plate, together with the locator pins this etched outline helps him get the relationship of plate to ribs correct. Our maker also has to make sure the neck alignment is true.
Once the gluing of the back dries and the clamps are released, our maker is ready to work on the top plate. This processes has many parallels to the back plate work, but there are also important differences.
To begin with, classical top plates are essentially always of two pieces of quarter sawn wood joined down the center line. For the whole violin family of instruments the wood choice for the top is overwhelmingly spruce.
Again, our maker uses locator pins to establish the relation between the board for the top and the rib structure. But this time the rib structure is already fixed onto the back, and the neck orientation is established. So instead of twisting the rib structure to line the neck up on the back's board, the top's board must be carefully align to the existing structure. In the old style work, the neck is cut back squarely at the top block to allow the desire overhang of the top plate's edge, but the upper edge of the top board butts up to this cut back neck and fits snugly.
Three examples of classical top board to neck joins:



For revival makers who want to directly build with a modern mortised neck, but otherwise wish to build as the old makers did, Vuillaume's neck for the Lady Blunt illustrates a good solution.

Once the top's board is oriented and clamped to the rib structure, with the locator pins set, our maker can scribe the rib outline all around into the top's board.
After unclamping and removing the top's board, our maker again goes through the process of constructing and etching a version of the planned outline geometry into the top board, but adjusting as needed and reconcile to the etch outline of the actual ribs in this instrument. With the back, our maker could twist and push and pull on the rib structure to accommodate the planned design. With the top, we don't get this opportunity -- the rib's are already fixed to back. The top most follow the ribs as they are. So our final outline for the top is likely to be more altered from the idealized design plan than the back outline was.
And the top has some additional features. Most obvious are the f shaped sound holes. But also, there is some extra shaping of the arching related to these sound holes. Also, the long arcs for the tops are significantly different than the backs. Some of these things also affect the work sequence. Because the arching and the sound holes interact some, our maker locates the eyes for the sound holes at a middle stage of working the arching and thicknessing.
As before, our maker set the maximum height of the plate at a very early stage, even before reconciling the sides to the top's board or creating the top's outline. And again similar to the back, our maker sets the long arcs for the tops fairly early, sometimes even before cutting the outline, but usually just after that step. As with the back, he again delays cutting the outline around the corners, leaving extra wood around the corners and extra thickness there to protect them during work, and to allow their final cutting of the corners to interact with the actual final relation of top and sides.
As with the back, the top's long arc is worked similar to a boat builder 'lofting' and 'fairing' a curve for a hull. As with the boat builder's 'lofting' of the hull, a few control points for the curve are established from planned design. An as with the boat builder 'fairing' the curve, smoothness helps determine a complete curve from the few control points. Our maker has planned the location of a few control points along the center line of the board. These give the boundaries of the plateau area of maximum height for the arc, as well as the points where the long arc falls half the way down to the level of the edge, and where it falls all the way. So in this sense, the long arc of the top and back share related basic structure: a plateau of maximum height and gentle falls down to the edge level then merging into the channel work. However, the plateaus for the backs are generally very short lengths usually just in front of the bridge line. In contrast, the plateau for the top long arcs are much longer, generally extending past each corner line, though the specific lengths vary considerably.
After the long arc and the outline are worked, our maker proceeds to generate the outside arching for the top in the same he did the back. Because of the differences in the long arcs, a fullness of arching extends into the top's upper and lower bouts in a way the seems quite different from the back even though it generates from the same methods.
Approximate areas subject to further gentle scooping in after the normal generation of arching:
The rib garland is flexible. We can stretch it longer or scrunch it in shorter. We can pull the corners out wider, or push them in narrower. To some small extant, we can do any combination of these, and the shape of the sides will simply flex to accommodate. Also, the ribs off the mold aren't perfectly square or straight. Our mold only held the ribs mid way through their height. The top and bottom edges of the ribs were rather free to get out of square. And our maker wasn't so worry about that. He tried to keep things reasonably straight while assembling the rib structure, but it wasn't a top priority. Also, he used water to help fibers of the wood to relax and truly reset their fibers to the shape of the mold. But using water like that encourages wood motion. So our ribs natural end up with some minor degree of twist out of perfect squareness.
On the board for the back, along the center line he etched, our maker marks exactly where he wants to place the top and bottom of the ribs. Fitting the ribs exactly to these marks might require slightly scrunching or stretching the rib structure, but no matter. Our maker lines up both the top and bottom of the rib structure to his plan marks, and presses the sharp locator pins into the maple back board to record the alignment. He then removes the ribs and drills small holes in the back board where the pin marks indicate. This system of holes and pins allows separating and reconnecting the ribs and back board, always placing the top and bottom blocks in exactly the same place.
With the locator holes drilled, our maker uses the pins and places the rib structure onto the back board again. As we said, the rib structure is flexible. We can twist the neck side to side and the top block just rotates on its pin. We can also push the corners in and out a little. And we can push the sides around some to center and adjust the width between the ribs. Our maker is most interested in adjusting and centering the ribs at the widest parts in the upper and lower curves, and at the narrowest part at the waist. Secondarily, our maker would like to see the corners fall in a reasonably symmetric and balanced way.
Our maker has clamps ready to lock down the positions of the all the blocks. First he gets the neck lined up perfectly straight. Then adjusts the bout widths as desired, locking the position in place by clamping down all the blocks to the back board.
Once everything is adjusted as desired. The maker takes a scribing point and etches all around the rib structure, recording the exact rib position by etching the exact rib outline into the back board. Once this alignment, and its corresponding rib outline are etched into the back's board, the clamps are removed and the sides and back board separated.
Now our maker needs to reconcile his intended plan to the actual outline of the ribs etched onto his back board. He wants a fairly standard and consistent overhang between his back outline and the rib structure, but it doesn't have to be absolutely even. This is his wiggle room. He wants the back outline particular to be a fairly pure expression of his plan, and he tried to adjust the ribs on the back board to allow this. But if needed, he can adjust the geometry of the back outline moving the center of a riser arc or vesici circle slightly. He can also change the radius of circles if needed, but saves that as a last resort. Particularly for the C shape center bout this can be an acceptable solution.
Our maker works his geometric construction of outline, etching the shapes into the board. He works in relation to the actual rib outline, but tries to stay as close to the ideal plan as possible. Most of all, the corner circles get pushed around some to follow the actual position of the rib corners. In this, the planed corner circle radii are used, but the centers are moved some to make things work.
We see now one of the great differences between a modern and old approach to design. In the old style approach, the final shapes result from an interaction between the design plan and the actual building process. The shape of the ribs was planned, but the execution wasn't absolutely controlled. The continuation of the design in the older style work involves a reconciling between planed intent, and the variations that have already occur. In a modern approach we tend to go forward by entirely correcting to plan. In an old style build, we only partially correct to the intended plan, but significantly our old style continuation doesn't ignore but instead follows off of the variations that occur naturally during the build.
Curiously, the old style building is closer to nature's way. A human plan can be idealized (or simplified if you will) to perfect evenness and symmetry. Nature never builds that way. A flower is nearly symmetric, but never exactly so. The variations in growth are incorporated and embraced in natures designs, never entirely absent. So too with older style design.
********
How does our hypothetical classical Italian maker work the long arch for the back plate?
Our maker cuts the plate roughly to the outline, leaving a tab of wood around where the button will be at the top of the plate. Also, at this stage our maker doesn't usual cut the corner all the way to outline, preferring to leave this until both top and back plates are glued onto the ribs. The maker now uses a gauge to scribe an ample working thickness around the edge of the plate, and roughs down to this thickness creating a ledge that extends from the outline in just a little past where the purfling will be.
This working outline is the first boundary in developing the plate arching. Various sequences are possible, but our maker is accustomed to setting the long arc of the back next. This will be the second boundary determining the arch of the back. This long arc, running along the center line between the top and bottom blocks is approached by lofting, the way a boat builder does with the curves of a boat hull.
A traditional boat builder creates a full sized version of the planned curves of the hull through 'lofting'. The involves specifically locating a few control points through a combination of horizontal and vertical proportions, and then creating a smooth curve through these points. To find the smooth curve, the boat builder bends thin wooden splines over the control points. He also has the skill to create smooth or 'fair' curve lines through the control points by eye and feel, but a bent spline can always be used to double check.
In a similar way, our violin maker will set the long arc for the back by determining a few control points and then working a smooth curve through them. Theoretically, any division of the back length can work, but our maker divides the length of the plate into nine parts for reference. He uses the dividers to mark off 3rds of the length of back plate, then again divides each 3rd in 3 more parts giving nine divisions. He records the shape of a long arch by noting where a few key heights occur in relation to his nine divisions of the back length. These key heights for the arch are in terms of height difference between the ledge for the working edge of the plate, and the maximum height of the plate arch. He treats the long arcs in both the top and the back as consisting of a central plateau of maximum height, and then a smooth fall down to the level of the working edge.

As example, the long arc of the violin back might be record as holding maximum height through the center 9th of the back length, falling all the way down to the edge height level 1/2 of a ninth in from the edge, falling 1/2 the down to the edge height at 1 and a 1/2 ninths in from the edge. A different long arc shape would simply record difference positions along the back length for the control heights. Knowing the bounds of the maximum height plateau, where the arc falls half way down, and where it falls all the way down to the edge height is enough to describe a plate's long arc. More information could be recorded if desired, but this is sufficient to craft an effective long arc.
Our maker again uses his thickness punch to easily work the wood down correctly at the control points. Gouges, planes, chisels, and scrapers are the main tools used to work the arc. If in making the long arc there is any doubt about running a completely smooth and fair curve through the control points, a thin flexible spline can be used to test. A spline held against the control points should contact the long arc snugly at all points with no gaps.
********
After establishing the long arc for the back, how does our maker continue?
With both the outline and the long arc roughly worked, the plate is beginning to take shape. The overall arching of the back is our next concern. Both the outline and the long arc provide boundaries that help determine the overall arching. A modern maker would at this point probably turn to templates to copy the arching shape from an existing old instrument. But our maker is creating a new model on a new mold. Instead of copying, our maker will follow certain principles and geometry guides that will naturally generate the arching for his plates. Indeed, our maker always works the plate arching this way.
To start, our maker sets boundaries for the channel and edge work. The channel is the area where the plate dips down below the level of the edge. The channel boundary line marks where the arching comes back up to the level of the working edge.
To mark the channel boundary line, our maker marks the distance 1/4 in from edge to center line at the widest part of upper bout. He then marks 1/6 in at the narrowest part of the center bout, and 1/6 in at the widest part of the lower bout. For different plate designs, he might use different ratios, but these are the ratios he chose for this back plate arching. He then takes a scribing compass and scribes these marked inset distances all around the bouts. The corners get in the way, so in these areas he smoothly connects the boundary lines by free hand.

Once this channel boundary line is determined, the maker can work the ledge from the edge in further, nearly to the boundary line. At this point, any obviously extra wood can be removed from the central arching area. We know that all the cross arching will have maximum height at the long arch, and will fall down to the same level as the working edge at the point where the channel boundary line is marked.
The plate outline, the channel line, and the long arch running along the center of plate are the three bounds that determine the curvature of a plate's arching.
Before working the edge and channel area, our maker will rough out the arching in the central area of the plate. The arching in this area is governed by a simple ratio guide: 1/2 fall in 2/3 run. In other words, each cross arch has its maximum at the long arc along the center line, then falls to the level of the edge by the time it reaches the channel boundary. The gentleness or rapidity of this fall is governed by the 1/2 fall in 2/3 run rule. That tells us that the cross arch will fall 1/2 the way down to the edge height at the point 2/3 the distance from the center line toward the channel boundary.
So our maker needs to mark a guide line 2/3 the way from the center line out toward channel boundary. All round the plate, this is where the cross archings will fall half way down to the edge height.

Like the boat builders, we don't need a huge number of control points to well specify a curved shape. The arching we want has a completely smooth and only gently changing or 'fair' curvature. In itself, this helps define the shape. In relationship to our channel boundary and the back's long arc, our 1/2 fall in 2/3 run completely determines the curvature of the central portion of the arching. This guide rule is recursive, meaning that you can apply this curve test to any point between the channel boundary and the center line. Choose a point. The 'run' is the distance from your point to the long arc (center line). The 'fall' is the difference in the height at your point versus at the long arc. The rule says that the curvature we want will fall half this height difference precisely at the spot 2/3 from the center line to your point.
The arching near to the edge, and nearer to the channel boundary is also affected by where and how deep the maker places the channel bottom. Between the choices of channel boundary, channel bottom location and depth, long arc, and the application of the 1/2 fall in 2/3 run guide for the central arching and the principle of maximal smoothness with minimal abruptness of curvature change, the arching is well determined.
This is a scheme for naturally generating violin family arching in a workshop setting. Is it the exact formulation the old makers used? Hard to know. But it appears to at least be functionally equivalent to whatever they used. The range of arching observable in old Cremona violin family making conforms well to this scheme. The kinds of variety in arching this scheme allows and are same variations actually seen in the old instruments. And, the elements of consistency this scheme enforces, are also seen in the historical examples.
So in the workshop, how might these things look?

Illustrating a cross section of the back's board when only the outline and the long arc have been worked.
For these illustrations we'll show how the work progresses to generate cross arching on just one side of the plate.
After the channel boundary is set, and a ledge is worked in from the edge, we have:

Using the 1/2 fall in 2/3 run rule, and his thickness punch, our maker punches in a guide hole to help start carving down the arching shape.

Using this guide hole, our maker can remove some more material to start working down toward the cross arch shape.

Our maker continues to close in on the arching by selecting additional points to use the 1/2 fall in 2/3 run test with. But he can only use points that have already been well determined in the arching. He also sets the location and depth of the channel bottom.

Our maker continues by making the curve smoother and 'fair', and by creating more control points. After a few more steps the arching starts to take very clear shape:


Much of the individuality in classical arching is in the choices made in the channel. The central portion of the arch consistently follows the 1/2 fall in 2/3 run guide, leaving no room for variation. That central portion depends only on the 'fall' or height difference between the working edge versus the long arc at the center line and on the 'run' from the center line out to the channel boundary. But the maker has more leeway with the channel. There are some free choices behind setting the channel boundaries, then there is a very free choice of the location and depth of the channel bottom.
There is also some freedom in selecting the working height for the edge. This choice will impact both the channel shape and the central arching to some extent.
In our example illustration, I manipulated the choices so we would end up with the arching from a very famous instrument. Here is our arch example compared to the cross section arching of the Stradivari 'Titian' violin, at the widest part of the upper bout.

Using these principles, our maker works the arching for the whole back at one time. The smooth flow and continuity of the arch curves across the plate as a whole actual help the work progress very directly. Relatively few control points need be set with great care, the rest follow easily with quick checks of smoothness and the 1/2 fall in 2/3 run guide rule.
Rather than take a lot of time continually calculating 2/3 distances, most of the control points are taking along just a few lines on the plate.

Since we're removing wood as we work, however we mark these guidelines, they will keep disappearing. We can occasionally measure and place them carefully, but mostly as we work we can quickly refresh the lines with chalk. As long as a few points along these lines are checked well, and all the heights and curvatures change only smoothly and gently in every direction, then it's hard to go wrong.
********
After the back's outside arching, how does our maker finish working the back?
With the back's outside arching roughed out fairly well, the maker begins the work of carving out the inside of the back and thicknessing the plate. The main idea in thicknessing both the top and back is simple, that is to basically carry the thickness found under the low point of the channel throughout the plate, following the outside arching. But both the top and back have some exceptions to this general approach, areas that are left thicker, and areas the are thinned a bit extra.
With the back, the main exception is a large area of extra mass and thickness near the center of the plate. Some makers use a longer oblong area of extra mass following the center line. And some makers don't let the extra thickness reach all the way to the edges of the plate. Our maker follows a different but very traditional pattern. He guides the shaping of the extra back thickness with concentric circles, centered slightly above the bridge line. He likes to arrange things so that the sound post will touch the back just on the lower edge of a coin sized area of greatest thickness. Also, our maker lets some of the extra thickness run all the way to the sides of the C bout area.
The metal point of the dividers he uses to mark the concentric guide tends to gouge a conical hole into the inside of the back plate at the point of maximum thickness. This hole is too deep to clean away in the final scraping. Sometimes it even pops through slightly to the outside of plate and has to be filled with a plug. Our guy knows some other makers who use a similar system, but leave a thick button of extra wood in this spot to take the divider point while they work. Then they clean that extra wood off at the end leaving no hole. But our maker doesn't see any reason to bother. Such holes appear in generations of Cremona instruments.
Our maker uses his thickness punch to press countless carving guide holes into the wood and control the thickness he carves to. In this way, the work proceeds quickly. As he gets closer to the final shape, our maker twists and flexes the plate some in his hands. He also taps around the plate some with his knuckle. This helps him find any imbalances in the plate, and the sound tells him something about the character of what is developing in his hands. From training and experience, he knows well how the plate should feel and sound.
Once happy with the back, our maker glues the back to the waiting neck and rib structure. For the gluing, he replaces the metal locator pins with wooden ones. The rib outline is still etched into the rim of the back plate, together with the locator pins this etched outline helps him get the relationship of plate to ribs correct. Our maker also has to make sure the neck alignment is true.
********
How does our hypothetical maker begin working the top?
Once the gluing of the back dries and the clamps are released, our maker is ready to work on the top plate. This processes has many parallels to the back plate work, but there are also important differences.
To begin with, classical top plates are essentially always of two pieces of quarter sawn wood joined down the center line. For the whole violin family of instruments the wood choice for the top is overwhelmingly spruce.
Again, our maker uses locator pins to establish the relation between the board for the top and the rib structure. But this time the rib structure is already fixed onto the back, and the neck orientation is established. So instead of twisting the rib structure to line the neck up on the back's board, the top's board must be carefully align to the existing structure. In the old style work, the neck is cut back squarely at the top block to allow the desire overhang of the top plate's edge, but the upper edge of the top board butts up to this cut back neck and fits snugly.
Three examples of classical top board to neck joins:



For revival makers who want to directly build with a modern mortised neck, but otherwise wish to build as the old makers did, Vuillaume's neck for the Lady Blunt illustrates a good solution.

Once the top's board is oriented and clamped to the rib structure, with the locator pins set, our maker can scribe the rib outline all around into the top's board.
After unclamping and removing the top's board, our maker again goes through the process of constructing and etching a version of the planned outline geometry into the top board, but adjusting as needed and reconcile to the etch outline of the actual ribs in this instrument. With the back, our maker could twist and push and pull on the rib structure to accommodate the planned design. With the top, we don't get this opportunity -- the rib's are already fixed to back. The top most follow the ribs as they are. So our final outline for the top is likely to be more altered from the idealized design plan than the back outline was.
And the top has some additional features. Most obvious are the f shaped sound holes. But also, there is some extra shaping of the arching related to these sound holes. Also, the long arcs for the tops are significantly different than the backs. Some of these things also affect the work sequence. Because the arching and the sound holes interact some, our maker locates the eyes for the sound holes at a middle stage of working the arching and thicknessing.
As before, our maker set the maximum height of the plate at a very early stage, even before reconciling the sides to the top's board or creating the top's outline. And again similar to the back, our maker sets the long arcs for the tops fairly early, sometimes even before cutting the outline, but usually just after that step. As with the back, he again delays cutting the outline around the corners, leaving extra wood around the corners and extra thickness there to protect them during work, and to allow their final cutting of the corners to interact with the actual final relation of top and sides.
As with the back, the top's long arc is worked similar to a boat builder 'lofting' and 'fairing' a curve for a hull. As with the boat builder's 'lofting' of the hull, a few control points for the curve are established from planned design. An as with the boat builder 'fairing' the curve, smoothness helps determine a complete curve from the few control points. Our maker has planned the location of a few control points along the center line of the board. These give the boundaries of the plateau area of maximum height for the arc, as well as the points where the long arc falls half the way down to the level of the edge, and where it falls all the way. So in this sense, the long arc of the top and back share related basic structure: a plateau of maximum height and gentle falls down to the edge level then merging into the channel work. However, the plateaus for the backs are generally very short lengths usually just in front of the bridge line. In contrast, the plateau for the top long arcs are much longer, generally extending past each corner line, though the specific lengths vary considerably.
After the long arc and the outline are worked, our maker proceeds to generate the outside arching for the top in the same he did the back. Because of the differences in the long arcs, a fullness of arching extends into the top's upper and lower bouts in a way the seems quite different from the back even though it generates from the same methods.
********
After initial arching, how does our maker continue working the top?
The back's outside arching was done at this stage, but not so the top. In relation to the sound holes, there will be some further scooping in of the arch shape outside of and through the area of the sound holes. The effect is somewhat similar to what happens when you suck in your cheeks a bit. The shape becomes a little extra cupped inward. This adds an extra element of geometric stiffness. Sometimes this step can result in a slightly folded down appears running through the upper eyes of the sound holes, especially if done excessively or without care to keep the curves all very gentle and fair.Approximate areas subject to further gentle scooping in after the normal generation of arching:
Done well, this scooping creates a simple unified curvature from corner to corner, passing through the sound hole areas.
Light reflections can sometimes make these shapes easier to see.

Occasionally the upper wing of the sound holes can end up with a slightly folded appearance at the edge of this scooped in area:

1699 filius Guarneri
Without this bit of extra scooping out, the top's arching isn't finished. So we need to locate the sound holes now, or at least the eyes for the f shaped sound holes. To prepare this, our maker carves out some of the wood from the underside of the plate, so there is much less thickness of wood behind the upper eye locations. But this is only a preliminary carving of the inside. He does not cut anywhere close to the final thicknessing, leaving lots of room for adjusting the outside arching first.
The sound holes are first positioned on the plate by boring holes for the upper and lower eyes. The f shape of the sound holes is then carved in relationship to these eyes. The exact shape and positioning of these sound holes is one of the more variable features in classical making. And this was an important traditional freedom for the maker, as this shape ends up having a great influence on the performance of the instrument. The stems and wings of the sound holes define the shape of the central area or 'sound table' (if you will allow) on which the bridge sits. Further, how and how much the curves of the f holes extend above and below the eyes affects how freely the upper and lower bouts can vibrate and flex.
The spacing between the upper eyes also strong effects the movement and freedom of the top. But this feature's freedom is largely constrained by tradition. The horizontal placement of the upper eyes is generally in relation to thirds of the upper bout.

This not to say all classical violin family instruments follow this guide rule in the exact same way. Makers sometimes choose to push the distance between the upper eyes closer together or further apart. But they never stray far from the guide. In fact, the way the create variation is very telling.
We see the same thing play out in virtually every feature of the instruments. There is a tendency to honor a traditional rule, but to finagle its the application. In the case of this rule, there are two things that can be toyed with. First, when we divide the upper bout in thirds, do we calculate from outer edge to outer edge? The seems to be the typical application of this guide. But we could narrow the results be calculating from purfling line instead (which echos the rib line underneath). If we calculate this way, we haven't quite abandoned the rule, just pushed it around some. Secondly, exactly what relation do the upper eyes bear to the guide lines? Most typically with violins, the guide lines touch just on the outside edge of the eyes, as seen in the Harrison Strad example above. But we could widen the space between the eyes by placing the centers of the eyes on the guides instead. Or more radically, we could place the inside edge of the eyes just touching.
Less precision minded makers have a third almost accidental option to push things around, they can just play fast and loose with the guides. Perhaps placing the eyes anywhere touching the guides is good enough? And calculating the guides conveniently will do? With some very precise makers, you can usual see the specific choice. With other makers, it can be obscured, yet virtually always still falls within the range. So makers managed to take quite a bit of flexibility without actually abandoning a traditional guide.
Some examples:



This horizontal placement of the upper eyes in relationship to the width of the upper bout, is an example of a guide the seems to have been followed very widely in classical Italian making, though often enough with some looseness and finagling which seems to have been typical in the application of these traditional guides.
Here are some of the additional guides that can often but not always be seen at work in the sound holes:

Here are some of the additional guides that can often but not always be seen at work in the sound holes:
- The vertical placement of the upper eyes gets related to the upper bout width, either measured from the outside edges or from the purfling. This can be seen by drawing a square touching the edges and top of the upper bout area.

violin by Andrea Amati

- The vertical placement of the low eyes always falls on or above the line joining the centers of the lower outside corner circles, and on or below a line through the pufling of the c Bout portion of lower corners.


1574 small violin by Andrea Amati
- Further, the vertical placement of the low eyes shows an additional relationship to the upper bout third guides, and the upper bout square that helps place the upper eyes. The vertical placement of the lower eyes generally relates to the lower edge of a square with sides 1/3 the upper bout, placed touching just below the upper bout square that helped set the upper eyes.

In the Lady Blunt.

And in a Nicolo Amati violin.
Here we see Ruggieri using all these guides for the horizontal and vertical placement of the eyes in a very clean execution:

So after the initial shaping of the top's outside arching, and some preparation of the inside, our maker locates and bores the four holes for the soundhole eyes. Using these, the maker in turn locates where the stem of the soundhole will be on the plate. The edges of the stem can be cut into the plate in the area around the bridge line. While the classical makers show many variations in the details of the soundholes, a few features are seen consistently across instruments from many maker families and generations. One of these is placement of the stem, in the area nearest the bridge line. This is fairly consistently seen placed in a standard location horizontally in relationship to the eyes.

Some examples:





With all our eyes for the sound holes bored, and with guides for the stems of the soundholes cut into the wood in the area around where the bridge line will be, our maker now can carve in the gentle additional cupping of the arching through the center bout area. This cupping aims to make a very gentle and uniform curve from corner to corner, and passing through the upper and lower eyes, and smoothly related to the stem of the sound holes.
********
After locating the eyes, how does our maker design the soundholes and finish the top plate?
Once satisfied with the outside arching, our maker can rough out the inside of the top plate a little more, then finish cutting the sound holes. Whether cut directly on the plate, or using a prepared template of some sort, there is geometry behind the sound hole shapes. Through the families and generations of classical making we see many variations in sound hole shapes, but mostly these all very closely following just a few familiar themes.
Working backwards we can find the geometry behind the soundholes in the Lady Blunt Stradivari violin:

Once the sound holes are cut and fluted if desired, our maker can clean up the archings and thicknessings as he wants. More than the back was, the top is given a nearly equal thickness through out. Extra thickness is left in the plates just outside the soundholes going out the edge. And in various spots the top plate is thinned an extra amount to create more flexibility and freedom of vibration. Particularly the our maker thins along the widest parts of the upper and lower bouts, and he thins some in the center of the plate just above the bridge line. Right where the post will stand, he's careful to leave a healthy thickness in the plate. As with the back, a certain amount of flexing and knuckle rapping is used to test the feel and sound of the plate. Experience tells the maker if things are over rigid, or free enough and balanced enough. When satisfied, the maker must glue in and shape a bass bar. After that it can put a label on the inside of the back, then glue the top onto the already assembled structure of the neck, back, and sides.
********
With both plates, the ribs and neck all assembled, how does our maker finish working the edges?
With both plates attached, attention turns to edgework and final dressing of the instrument.
Having left the corners of both plates with extra wood and not quite finished, the corners can their outlines can now be finalized, in relationship to the actual position of the rib corners. The original design plan implied an ideal position for the corners, but in the old Italian work we see actual corners position drift. Here our maker is letting the outline corners at least partially follow the actual rib corners. The final outline corners will be worked to planned corner circle radii, but letting them follow the ribs for exact positioning.

1683 decorated Stradivari small violin, Cipriano
The corner circle choices in Strad's small decorated violin, Cipriano, shown above are typical in that they are all in simple ratios to each others. It's a little unusual in how small a radius he chose for the upper inner circles. But choice of the largest radii for the outer corner circles, and having the upper and lower corner circles equal are very typical throughout classical Italian making. It's also typical that the ratio unit for these circles appears to be related to the inset distance of the purfling. Lastly, a perpendicular from the center line reveals that treble upper corner is clearly placed lower than the corner on the bass side. Despite the balanced appearance of classical Italian instruments, they are all actually full of asymmetries. In this typical case,from a maker who has come to represent perfect craftsmanship, we see Stradivari adjusting the corner outlines to follow an asymmetry that first developed in the ribs. This kind of asymmetry isn't a defect, but an essential characteristic of the great Italian making tradition.
We should remember at this point, that the plate overhangs beyond the ribs are only 'evenish', not actual even throughout. This, combined with the flexing of the rib structure when during alignment to the back plate, means that the design for the ribs and mold doesn't have to be identical to the design for the plates, they only need to work together. For example, the corner circles radii for the mold don't need to be fully as tight as would be implied if they exactly matched the outline design. And particularly in the corners, we sometimes see greater variance in the overhangs.
Examples from the Lady Blunt:


This also the time to dress the corner ends for the outline.

Corner cuts for Strad's Cipriano small violin.
Simple straight knife cuts suffice to begin the corner ends. The corner ends should have the same basic overhang past the ends of the ribs as seen in most of the instrument. These cuts are not taken quite square to corners, but rather a tipped slightly along the vertical length of the instrument. As long as the line of each cut passes out side the center of its inner corner circle, and inside the center of its outer corner circle, the results will be fine. The cuts can then be round slightly at both ends if desired. But it's characteristic to see the inside of the corners join to the c bout in a crisp corner, and the outside join in a softened and rounded way. It's also common to see the out edges of rib corner joins softened round, but the inside edge sharply crisp.
A soft version of this inside/outside difference in the corner ends:

The Harrison Strad
And a hard crisp version, also from Strad:

The Messiah Strad
Two examples of very different character, and more than twenty years apart, but each shows the inside/outside differentiation of the corner ends.
At this stage, the outline is final and finished everywhere. And the outside of the edges have been chamfered and shaped. But the purfling has not yet been lain, and the edges between the crest line and purfling are still in the unfinished working profile.
In a few surviving examples, we can actually see the difference between the working edge shape at the point the plates are attached, and the final finished edge shapes. This difference is displayed at the neck join. In classical making, the unfinished working edge shape is retained under the fingerboard. But in most instruments, this detail was lost and destroyed when a modernized neck was mortised into the top block. Some surviving examples:

The Lady Blunt violin, Stradivari 1721

1664 tenor viola by Andrea Guarneri

1793 Mantegazza viola

1777 Genaro Gagliano violin
Now, with the outline set, the purfling can be laid in, and the edges can be shaped and finished. As with other features in classical instruments, makers vary in final results, but consistently worked with geometric guides and simple ratios that were broadly common throughout the tradition.
With purfling, we see that the purfling inset generally relates to 3 times the width of the purfling. With makers following the earlier precedent of the Amati family, we see the inner edge of the purfling inset 3 widths from the edge. But our maker is following the more recent approach where the outer side of the purfling sits on this line.
Here we see the Amati style in a Viola by Andrea Amati:

This Amati precedent was very broadly influential, and can be seen guiding centuries of classical Italian purfling.
Edge wear can obscure the ratio. Here in this circa 1740 Montagnana violin, we have to look to the widest and least worn portions of the edge to see:

Stradivari is interesting as we see the new style purfling inset from his earliest work. This appears to speak against the Hill's claim that Strad apprenticed with Nicolo Amati.

1667 Strad violin, showing the newer style purling with the outside edge of the purfling sitting on the 3 purfling guide line.

The Harrison Strad showing the same.
Here, 13 years later, we see Nicolo Amati still using the Amati Family style inset in a 1680 violin:

Even more interesting, at least a few years before the earliest Stradivari examples, we find Andrea Guarneri already using the new style. Was he the inventor of this?

1664 Andrea Guarneri tenor viola
With the aide of this guide line, the purfling is laid in shallowly. A crest line is also scribed to guide the edge work. Crest line is sometimes scribed half way from outline to outer edge of the purfling, and sometimes half way to the inner edge. The outline is chamfered and softly curved back to this crest line. Inside the crest line, the edge is carved down to the purfling and smoothly blended into the channel work.
Some times remnants of the crest line or the pufling guide lines can be seen etched in an instrument still, particularly in and around the corners.
Examples of scribed guidelines still showing in the edge work:

Andrea Guarneri tenor viola, showing the crest guide line scribed all around the corner.
And in a late Strad:

After this, our maker attends to all last touches in the head and neck, and prepares a fingerboard to fit, but does not yet attach it. When satisfied in all details of the craving, our maker is ready to begin color working and finishing of the instrument.
********
How does our maker approach varnishing an instrument?
Does the varnisher's resources come from the painters toolkit?
Let's consider the basic structure of a painting in the 15th century, before the violin existed but while all the elements of the eventual violin where being explored in precursor instruments.
Paintings were often on wood panel. When painting on panel, the wood was scraped with steel to smooth the surface in preparation. This is something the violin maker also does. Then the wood would be sized with a light coating of thinned glue. Not many modern violin makers do this, but would our classical maker?
Whether painting on wood panel, canvas, a wall, or almost anything, after preparing the surface a ground was applied. This was typically ground up white minerals tempered in a binder. For a wall, this would likely be a composition of sand and other mineral that will 'set'. With a wood panel, this would probably be a composition of sand/marble dust, lime putty, and perhaps gypsum, with glue added as a binder. Thin grounds where also applied with canvas, and even paper works. Grounds could be colored with the addition of some pigment, and made transparent by penetration with oils.
The painter would then layout the design or sketch of their work on this ground, then apply colors. The colors were prepared from ground pigments tempered with a binder. Egg yolk was a common binder. In later times, oil was used more and more often. In 'water colors', the gum of a fruit tree is used. Colors would be built up in layers from light to dark. There was an understanding that light was meant to pass through the layers and bounce back out from the bright ground at the bottom of the layers. In the last layers of painting, transparent glazes might be applied like lakes of color. In places, the paint might apply gold, silver, or other metallic leaf. At the end of this process, after the tempered colors were well dried, a varnish was applied as transparent protection of the paints.
Besides working from light to dark, painters of time also had the rule of working from lean to fat. This is a phrase that artist today still use, but like so many terms in the arts, the sense of the words has migrated. Today, the term refers to working with less oil content in the under layers, and relatively more in the outer layers of a painting. This is natural today, as the idea of 'oil paint' is a lot of drying oil as binder, with just enough pigment added to achieve good color, and additional fillers added to control the behavior of the paint. The ideal tube paint squeezes out with a butter thick texture, and is then thin down to use with some combination of drying oil or evaporating turpentine spirits. So the rule 'lean to fat' now means mix your tube paint with a bit more oil in each layer if you are building up your painting in layers.
The reason? The oil dries kind of rubbery, and it contracts and wrinkles up. So it moves as it dries. If you have a leaner layer on top of a fat layer, the upper layer is likely to crack in drying as the fatty layer moves underneath it. For the same reasons, modern painters also supplement this rule with work 'thin to thick', because thicker layers are also more prone to move.
The reasoning in the old version of the rule is similar, the under layers should move less, the upper layer should be more flexible. But the concept of the materials was different. The old paradigm was not lots of binder, but lots of particles -- pigments, grounds, and fillers. 'Tempering' refers to using just the right amount of binder for the job, letting the physical particle nature of the materials still be present. 'Fat' primarily referred not to a predominance of oil binder, but to a clay like slipperiness of some particle materials, versus the gritty sandy 'lean' character of other particle materials. But all these ideas are about creating stable layer structures.
Other terms related to finishing or varnishing a violin have migrated in confusing ways. For example, what we mean today when we say 'turpentine' is a thin solvent derived from confer trees. In earlier times 'turpentine' by itself would more likely mean the thick sappy balsam from similar trees, and the phrase 'spirits of turpentine' would be needed if you mean today's familiar solvent.
Similarly, in modern violin making the term 'ground' has acquired a distinct meaning which runs contrary to historical meaning. Instead of referring to a layer of mineral and binder in preparation for the principal color work, the modern violin maker more likely means all color work and preparations of the wood that lie beneath the principal varnish. Sometimes this is conceived as not involving a layer of white minerals at all. They are more likely referring to a combination of some chemical or staining treatment to bring out the grain contrast in the wood, combined with some sort of pore sealer.
Over the years, many fancy possibilities have been envisioned as the 'secret' of Stradivari's varnish. But let's see if we can't imagine an approach entirely within the painter's tool kit of the times. And let's look for a solution that allows the range of results actually seen in classical violin finishes.
To start, let's take a quick look at the range of looks we're talking about. They certainly aren't all the same. And that in itself tells us something about the processes. It can't be one magic recipe, producing one magic chemical color, etc.
So let's look.

A viola, circa 1560, by Andrea Amati
Showing a rich red/orange brownish color, with fading gold leaf and painted decorations over the main color.

A violin from the same time, by Andrea Amati, showing a more yellow color. Again, with gold leaf and painted decorations over the main color.

A 1574 small violin, again by Andrea Amati, this time with an almost cinnamon like pale brown color.

Again a rich red/orange brownish color, similar to the first A Amati example. This time in a violin from circa 1610 by the Brescian maker Paolo Maggini.

Here we see a rich yellowish brown in a Brescian cello by Michele Pellegrino di Zanetto. This cello is from the 16th century, and possibly contemporary or even earlier than Andrea Amati's King cello which is normally credited as the oldest still existing violin family instrument.

In this 1624 Nicolo Amati violin, we see a yellowish color with pale hints of brown

In this Andrea Guarneri tenor viola from 1664, we again see reddish brown, and from this angle the ribs take on an almost greenish yellow undertone.

In this circa 1680 violin, Francesco Ruggieri's 'Millanolo', we see a gloriously beautiful finish, with transparency allowing visual contributions from all levels of the finish work. There is darker reddish brown in the grain and texture of the wood, there are contrasts of yellow and even white.

Here we have a wonderfully decorated small violin by Stradivari, the 'Cipriano' from 1683. We see predominately the yellow under color, showing through a very delicate and transparent orange/reddish glaze

This cello was made circa 1690 by Matteo Gofriller in Venice. We see much of the yellow undertone showing, but also plenty of a reddish brown color. Areas of wear can be very revealing in studying these old finishes. We can see areas of darker rich color where the reddish glaze is more or less fully intact. But we also see areas where this is mostly or entirely worn away, showing the yellow under color. On the bass side of the upper bout, we see an area of even further wear. Here the wear has removed the stronger yellow color, perhaps even wearing into the wood some. In most of this area, we still see color in the wavy texture of the wood, but in part of this area even that color in the wood texture seems to be worn off. In this way, wear can reveal the sequencing and layering of colors in a finish.

In Stradivari's 1693 long pattern violin, 'The Harrison', we see different color tones than in the Gofriller cello, but we see the same sequence of layers revealed in the patterns of wear.

In the 1697 'Molitor' violin, we see Strad has beautifully developed contrasts in the wavy texture of the wood.
The appearance of these finishes very much depends on lighting, and the angle of viewing. Part of the marvel of this finishes is how much and how complexly their appearance changes and shifts.
Let's look at several images of the same violin, Stradivari's 1704 'Betts'.




There are several things going on here. One is that the more richly colored of the instruments carry most of the dark rich color in a transparent glaze laid in over a more bright and reflective yellow below. In low light, or at certain angles, we mostly see the glaze color. But in strong direct light, or again at certain angles, we instead see the more of the bright yellow under color. The second big thing going is a similar phenomena in the wavy texture of the maple. The fibers of the wood actually grew in wavy undulating patterns. A certain amount of color has infused into the fibers, which are themselves partially transparent and partially reflective. Again depending on lighting and angel, in some of the dips and valleys of the texture we will see the darker color, but in other places the wavy texture will bounce out the brighter yellow color more. Change the angle or lighting just slightly, and the whole pattern of dark and light can actually reverse. Altogether, the play of light can be stunning.
Here are several images of these effects in an amazing finish by Peter Guarneri of Mantua, in a 1710 violin.




Peter of Mantua, 1710 violin
Here is a beautiful finish by Stradivari's apprentice, Bergonzi. The wear is interesting on this instrument. Particularly interesting are the differences between areas where the reddish glaze is gone but the yellow under finish is present, versus where the yellow is also worn off. Notice, that where present, the yellow seals the wood and protects it from dirt getting into the texture. But where the yellow has worn through, dirt does penetrate.

Bergonzi violin, 1744
********
How does our maker actual finish and color an instrument?
So how might this range of finishes seen in the old Italian makers be produced? How might our hypothetical old Italian maker proceed, basically sticking to the tool kit of painters in his day?
We've migrated to the phrase 'finish a violin' instead of 'varnish a violin'. This is to get away from the modern notion of a colored liquid that's slathered on. Let's follow our maker's steps as he finishes his instrument.
When we left off, our maker had completed the edgework and purfling, the instrument was closed with all carving complete. But this doesn't mean the word surfaces are quite final yet. There might be some smoothing out needed after the raw carving.
In the roughest spots this might involve pumice stone. Pumice stone is abrasive, like sandpaper or a file or rasp, it works by snagging and tearing the wood fibers. Like sandpaper, pumice stone can be found in many degrees of coarseness or fineness, but it behaves a little differently. A file is completely rigid and dominates the wood as it cuts. Sandpaper is at the other extreme, being very flexible. Pumice stone is somewhere in between. It's essentially a naturally occurring glass foam, and it crumbles as you use it. Oddly, this is a very good thing. Pumice strikes a balance between cutting the wood and yielding to the wood. For this reason, it works better and faster than either file or sandpaper in simplifying and perfecting curved shapes left with a rough texture from the carving tools. But on the down side, like any abrasive, pumice stone leaves the surface either roughly or finely scratched and torn, but scratched and torn nonetheless. What we actually want is a clean cut surface, and this is the realm of sharp blades, including the scraper. So depending, our maker might or might not use an abrasive tool like pumice stone to purify and perfect the curved shapes he carved, but then he will follow up with a scraper all over the instrument.
Fine defects can be hard to see, so to help detect stray blade cuts, or bad textures, or scratches still in the wood, our maker might apply a fine wash of pigment in solvent. Such a wash can easily be made by putting some solvent like spirits of turpentine in a bottle, and then adding a small amount of red or brown or similar pigment that will contrast well with the raw wood color. From the renaissance painter's tool kit, any combination of a number of pigments is fine for this purpose: madder lake, umber, burnt umber, sienna, burnt sienna, bone black, brown or red earths.
A small amount of pigment is put in the bottle with the solvent, then the bottle is shaken. Any coarse or heavy pigment is allow to settle to the bottom of the jar. But for a long while, the lightest and smallest particles of pigment will continue to float and will give a light tint to the solvent.
This process of separating fine particles from coarse ones by floating is know as levigation, and was known since ancient times. We tend to think of 'nano' particles as an ultra modern thing, but 'impalpably fine' powders have been known for a long while. In fact, in just a few repetitions of this process, it easy to isolate such fine particles of white lime putty that when dried out the will appear to be form a violet colored crust. This is because the separated lime putty particles are so fine they are approximately the size of red light wave lengths. The size of the particles then interferes with red light and causes the white particles to look a violet color. But to get a good wash for detecting scratches, our maker doesn't need pigment particles all that super small.
So our maker throws a small amount of madder lake and burnt sienna in a bottle with spirits of turpentine, shakes and lets the bottle sit for a few minutes. Now he brushes the tinted liquid from the upper part of the bottle onto the instrument wherever he wants to inspect for scratches and defects in the surface texture. If there is a scratch or defect, the color will accumulate there and show the defect clearly. Out maker then takes is sharp scraper and cleans things up there. The solvent evaporates away in a few hours, or at least by the next day.
You could find such scratches without using this method, but it's convenient this way. More importantly though, there's a valuable side effect. In deed, once discovered one might readily use the process more for the side effect than for detecting defects.
The smallest color particles will travel into the wood texture. This is how the process highlights defects, but the smallest particles travel deepest, and they also highlight the wood structure. Once all the defects are scraped clean, all that will be left is a very subtle staining and highlighting of the wood structure. And this results in exactly the kind of color where the light and dark stripes in the maple alternate, and can switch depending on lighting and angle.
Many modern makers do something to help develop contrast in the wood structure. But many also like to say you can't stain the wood because the flames will get burned in, meaning the dark and light stripes will be fixed and won't switch around depending on lighting and angle. But this is a contradiction. Anything you do to develop the contrast is in fact a stain. The issue is getting the balance just right, enough for dramatic contrast but not too much to lose the light play and changeability.
Modern approaches to this run a range from using coffee or tea to create tannin stain, to using strong chemicals like potassium dichromate or spent nitric acid, to processes using natural nitrates from sources like rabbit dung. It's certainly possible that the old Italians used some sort of chemical stain to develop the wood structure contrast. Particularly, the nitrates idea have some historical context and precedent. But even if a nitrates process was sometimes part of the practice, I believe there is good evidence to suggest a pigment delivering stain was also used.
Most of all, chemical processes tend to develop one and only one color tone. Or, if they are capable of a range of colors it tends to based on a sensitivity to a chemical context, like acidity. In that case, the variability should be seen across one instrument, not just from instrument to instrument. But the visual evidence generally shows one steady color tone in the wood structure of a particular instrument, but color tones in the wood structure that vary from instrument to instrument. And the color tones seen tend to be the colors listed earlier, color tones from the tradition Italian palette.
To help improve the effect, our maker might occasionally wash the instrument over with a small amount of larch balsam dissolved in spirits of turpentine. Again, the aim is penetration into the wood structure. But the point of penetrating with balsam is not to stain with color, but to improve our ability to see into the wood. The drawback of the balsam is it tends to fill up and block the porousness of the wood. So this kind of wash must not be done too much too soon. At least not until our maker has got all the things he wants to penetrate the wood done.
Our maker approaches this stage of work as a great art. Much of the final beauty depends on this phase of the work. The results at this point can range from so so, to good, to amazing. Our maker goes back and forth between several processes, trying to maximize competing aims. For one, the maker wants to clean up any defects and leave the instrument well scraped. For another, he uses the pigment wash we've described to develop color, contrast, and changeability in the wood structure. Toward that end, he wants to penetrate the wood structure with balsam to help us see into the wood. But, at least in the first stages, he wants to open the pores and structure of the wood to help things penetrate in. Primarily the pores are opened by applying hot water.
Our maker also wants to achieve a yellow undertone for the instrument, so he stains the wood with saffron. Other yellows can also help the saffron. Buckthorn, sometimes called pink berry or Persian berry or French berry can be used. Aloe can be used. Madder in egg white can be used. Seed Lac can be used. Orpiment is also possible. This is actually one of the best and most reflective of yellows. But the use of Orpiment is problematic in that it is a sulfide of arsenic, and highly toxic. Nevertheless, the color was used in the arts since ancient times. Analysis of some classical violins has shown arsenic, confirming the use of Orpiment. But our maker avoids it. As Cennini says, it's impossible to live with.
Madder in egg white makes a beautiful golden orange yellow, but the egg white fills the pores and wood structure, so our maker uses it only toward the end, but usually not at all. Some of the yellows like Buckthorn and Saffron can be prepared as tinctures in alcohol. But applying alcohol closes the wood pores and structure right up. So our makers saves any alcohol tinctures until nearly the end, or at points when he also wants to clean the work some. But some of the colors can be applied in a water form. These are best, because the water can be applied hot. This way our maker can create yellow color and open the pores at the same time.
Hot water applications to open the pores and texture can either be just water, or they can have a small amount of glue in the hot water. This kind of diluted watery glue is called size. When this is applied, the wood is sized. Sizing is done to stiffen and coalesce the wood structure. Sizing can also be done with other thinned runny binders that will penetrate a material and dry coalescing an stiffening the material. Sizing can be done for example with thinned lac, or starch water. Size can be made from sticky garlic juice, or a latex type size can be prepared from fig milk. Paper for example is often sized with rosin. But for wood work, glue size was vary common. And with this instrument, our maker has been sizing the instrument with glue and hot water, but made bright yellow with saffron. In this way, when desired, he combines pore opening, yellow staining, and sizing in one.
So in developing the color, contrast, and texture at the surface of the wood, and just penetrating under the surface, our maker goes back and forth between several kinds of applications. The hot saffron size colors the wood a bright yellow all over, and opens up the pores and texture. At the beginning of the work, our maker applies this saffron size with very very little glue content, because the glue will tend to also fill the pores and structure. Before that happens, our maker wants the applications of pigment in solvent to suffuse color into wood structure. Unlike the yellow saffron stain, this darker red/brown/black pigment preferentially works itself into the pores and structure of the wood, developing contrast.
He can also make applications of balsam in solvent. This is pore filling though, so done less at the beginning and more later in the process. The point here is to carry the balsam into the wood surface. This will help light reach deeper into the wood, helping our eyes see more of the beautiful wood structure. When desired, our violin maker can also rub other colors on with a linen cloth, to modify the results. Such rubbed on colors will tend not to penetrate very deeply, but they can be helpful in developing the contrasts and color. Dark and light pigments can find use. Besides the natural reds and browns we've seen, yellows and whites can be used. Philosopher's wool (zinc oxide) for example will help brighten the yellows of the light portions of the wood. Some pigments have surprising but useful effects. Bone black and asphalt for example. Both look deep black in the jar. But applying bone black will have a strange 'cooling' effect on the look, while asphaltum will warm and enrich the look.
In this stage of developing the wood surface and color, our maker alternates among these various applications of materials. Between these applications, various cleanings and scrapings can be used to help perfect the appearance and texture. These steps might include salts or mordants like alum, or be very simple. Scrapping might be with steel scrappers, or rubbing with with very mild types of natural finishing abrasives like horsetail reed, cuttlefish bone, or simply linen cloth. These cleanings are where more exotic wood treatments might potentially of sneaked in. The traditions of dying and leatherwork particularly are full of exotic side waters. But let's say that our violin maker keeps things relatively simple. When a 'washing' step is desired, he uses the mildly caustic 'lime milk' which also leaves behind a bit of white lime to brighten the surface. When a 'scrubbing' is desired, he uses horsetail reeds and a bit of drying oil.
This phase of preparing the wood can be very elaborate and artful, or it can be kept very simple. But once the wood surface is prepared to the makers satisfaction, we can proceed to the first applications that are meant to rise above the wood surface. In general, we see in the classical instruments that makers worked first toward a yellow color for the instrument. Then, if a darker final color was desired, working by the light to dark principle, the makers followed the yellow with a transparent glaze of darker color. Lastly, following general painting principles of the time, a protective clear varnish can follow.
Did the classical maker's use actual mineral grounds in finishing, the way almost all the other Italian arts of the time did? Scientific evidence is surprisingly confused on this point. Certainly there is evidence that some instruments absolutely did use mineral grounds, but various people try to sustain an argument that this wasn't all the time. And, some scientific reports have 'failed to detect' such grounds on some instruments. So the point is not settled with certainty. But science absolutely does confirm that particulate minerals are present at least in some classical violin finishes. For the now, despite inconclusive scientific evidence, we will take a position based on historical context and appearance of classical finishes and will claim that using mineral grounds would have been the normal thing to do. Omitting the grounds would be exceptional and divergent from the general arts traditions.
Some visual indications of the use of grounds:

Here we see a circa 1720 Testore with a sort of mottled appearance, with alternating dark browns and bright yellows. This pattern can easily develop if a dark glaze is applied over a heavy and unsmoothed ground. With wear, the high points of the ground poke through, in this case showing bright yellow.
There are also the many verbal descriptions, from generations of observers, describing classical finishes as at times distinctly 'chippy' or 'ceramic like'. Without mineral particles, dried varnish tends to range from rubber, to gummy, to tough, to hard. But chippy and ceramic, these are very much in line with a varnish with a high portion of mineral particles throughout.
So how does our hypothetical maker proceed? Once satisfied with the surface texture, and the color and contrast developed in the wood, and the degree of closing or sealing of the wood, our maker continues by preparing a mineral ground.
Here we again want to avoid a confusion between older and newer uses of the term 'ground'. A modern maker is very like to consider everything in the wood and up through the sealing of the pores as 'the ground'. And indeed, many consider the 'classical ground' to be part of what makes the instruments so special. In the 19th century and since, it's been noted that a classical violin can loose the varnish above, but if the 'classical ground' is still present even a common varnish put over it will yield beautiful results. But if this ground is gone, so is the great beauty of a classical finish. But for our maker, the ground is just a simple preparation of minerals and glue. For him, the thing modern dealers call 'ground' is instead the artful wood preparation he took so much care with. The actual mineral ground which he follows with is a much simpler business, and ends up incorporated into what modern dealers would more likely identify as the main layer of color varnish.
Our violin maker maintains a small lime pit, either an actual physical pit in the yard, or a tub of some sort inside the shop. A lime pit is used to convert highly reactive and water hungry 'quicklime' into lime putty. The quicklime is slacked with water, and sits at the bottom of the lime pit under a layer of water. The lime putty at the bottom needs to be stirred occasionally to keep things in good order. And from time to time the pit is refresh with new slacked lime. All these parts are special and useful. The water above becomes mildly caustic (basic) and is known as lime water. The lime at the bottom is known as lime putty, and is best when aged weeks or months in the pit. Stir up the putty, and the water above becomes white with floating lime, and is now called 'lime milk'. Lastly, the lime water reacts with air and forms a crystallized crust of calcite floating on top of the water. All these things were part of the arts tool kit at the time.
To prepare his ground, our make uses various white minerals: lime, gypsum, glass, sand, micas, shell dusts, clays and similar are all candidate materials. Experience is required to known how to make a fine enough and thin enough mixture. More ground desirably captures more light, but if oils can not fully penetrate and touch every particle of a too thick ground, then transparency will be compromised or lost.
To finish this instrument, our maker keeps it simple and makes his ground mostly from lime putty and a gypsum dust the he made by crushing clear crystals of selenite gypsum. The minerals are mixed in with glue to create a heated mixture of just the right runniness. This is brushed on everywhere the instrument will be varnished. The ground dries in a few hours to a disturbingly opaque solid white. Our maker now appears to have a plaster violin.
But no fear. Actual varnish makes its first appearance now and saves the day. Our maker warms a thinned mixture of his handmade oil varnish, and a bit of simple drying oil. First using a linen rag, our maker rubs this all over the ground. Where needed, he applies more of the mixture to achieve penetration and complete transparency of the ground. As desired, he smooths out the ground. This can be done with any combination of linen, cuttlebone, horsetail reed, pumice stone, and scrapper. The scrapper must be used delicately, as it has the greatest potential of cutting or breaking through the mineral ground. The ground actually provides an opportunity to subtly modify or refresh the surface shape of the instrument.
If wanted, this ground can be followed with repeat applications. When done, each application is usually made finer and thinner, leading to a perfect and polished end. We also, if desired, could end now with a finishing layer of clear varnish. We would then have a beautiful, predominately yellow violin. But assuming we want to glaze over with a deeper color, then when don't need to bring the ground to a polished finish. In deed, a polished ground would present less texture or 'tooth' for the glaze to bond to.
To make his oil varnish, our maker first prepared a rosin from larch balsam, by heating the balsam and driving off most of the volatile components. He then cooked good drying linseed oil together with this rosin and a quantity of mastic. Various ratios of ingredients can be used, but our maker liked the heavy thick varnish resulting from a very high ratio of the resins compared to the oil. He also preferred when the rosin ingredient was a bit gummy, and not glass hard. Thinner could be added during the cool down, but our maker liked a heavy varnish that sat thicker than honey in the jar.
For this instrument, our maker is going to get most of the color by mixing burnt sienna, madder lake, bone black, raw sienna, and a very small amount of umber. The umber is the least transparent of these, so he will use it only sparingly. The color will mostly come from the burnt sienna and madder lake. The bone black will darken the tone. But by themselves these pigments make a bit 'hotter' color than our maker likes. The umber is best at calming this, but is too opaque if too much is used. So the raw sienna is also used to calm the cool.
To mix the color, our maker tempers these pigments in his oil varnish. In bulk, the color looks a very dark chocolatey brown, almost black. To test the color, he rubs some onto a scrap of maple that he's been giving the exact same finish sequence as the instrument. Once he likes the color tone, he can prepare the glaze.
The mixture of pigment and varnish might be used as is, but glazes are easier to apply if they can go on a little thicker. As is, the varnish would need to go on very thin, or the color would be too dark, and too sensitive to differences in thickness. To make things easier, our maker prepares a sort of mayo from the colored varnish.
Mayonnaise, or aioli, hand cream, milk, and cheese are all common examples of emulsions. Some liquids, like oil and water, don't like to dissolve together. You can't get their molecules to completely disperse and intermingle. But in an emulsion, two such liquids are nevertheless intimately combined. But only droplet by droplet. Once again, we are seeing ancient forms of nano-tech. In an emulsion, the incompatible liquids are not mixed down to a molecular level, but only to a nano droplet to nano droplet level at best. This is why emulsions appear 'milky'. Every time light crosses a boundary between two different transparent materials, the light's path is bent. In emulsions, light pass from one kind of droplet to the other so many times that it just can't find a straight transparent path through the emulsion.
To make his colored varnish 'mayo', our maker starts with by stirring together a very small amount of his clear oil varnish with a small amount of egg yolk. Egg yolk is a complex material that is part water friendly, and part oil friendly. As a result, it can be used to build emulsions. Our maker is experienced at this, and quickly he's mixed the yolk and varnish to form the start of his emulsion. Once started he adds colored varnish to the mix, and occasionally more yolk. He uses his scrap of maple to test, and adds clear and colored varnish as needed until he has enough of his colored mayo, at a workable density of color for the job. As a modifier, he might also add transparent fillers like glass dust.
Now how the classical makers might have applied this color is very conjectural. But as it turns out, patting it one with the fingers and hands is a messy but very convenient method. In all stage of our finishing work, we never want to slather a material on, or try to make more of the material stay on than naturally wants to. If you pat, pat, pat with your skin, only a very specific and even thickness of color will stick to the instrument, the rest will pull away with you hand. As long as the viscosity of the varnish is consistent, the thickness that sticks as you pat, pat, pat will be consistent. This is also the principle behind ink pads. An historically motivated modern violin varnish maker, Koen Padding made a case that classical makers might indeed have applied varnish in this technique of patting on and pulling off.
Not that it proves anything, but hints of finger prints and actual finger prints are at least occasionally seen in classical varnish.

Fingerprints in Zanetto varnish color
Our maker begins applying this color in the morning with a full day ahead of him. First he applies color on the top, under where the fingerboard will be. Then he a glues the fingerboard in place. After and scraping or touching the neck wood with blade as needed where the fingerboard joins, some of the ground may need refreshing. He applies a quick saffron size in these spots, and then an application of ground in these same touch up spots on the neck. By the early afternoon, these things should be dry enough to proceed. The maker pats the color on everywhere needed on the instrument and is done long before the light fades. This color ground must now be allowed to dry well. This might take most of a week. He hangs the violin in the sun as much as possible to help cure the varnish.
Once this color glaze has dried sufficiently, our maker burnishes the surface with horsetail moistened lightly in none drying olive oil. Then with linen.
The instrument is essentially done now. If desired, he might apply more clear varnish as protection, perhaps finishing with a spirit varnish instead of the slow drying oil varnish. The instrument can also be polished if desired. This process by itself will leave a somewhat textured or leathery varnish surface. If desired, this can be leveled and polished in the way the modern eye expects.
What remains is setup. And for the most part, setup belongs to the modern world. Peg holes are cut, and pegs installed in the pegbox. An end pin hole is cut, and the end pin installed. A bit of ebony is let in to the lower edge of the top plate and shaped as the saddle. A bridge and soundpost are fit, and the instrument strung.
Did the classical makers manipulate the core instrument after stringing? Or did they just notice what they noticed and then move on to the next instrument, taking lessons of experience with them. Though it might seem elaborate when explained in words, there is actually a great economy of action behind the process we've just seen. This economy, and the surety and permanence of each prior step taken, suggests that they wouldn't fuss unnecessarily at the end stages. Some modern makers believe the old masters might have taken the top on and off multiple times at the end to adjust the instruments? Who actually knows? But it seems doubtful. The idea of undoing or redoing work just seems out of character with the rest.
The only acoustically significant aspect of the core instrument that can be modified at this stage without taking things apart would be the soundholes. Did they modify the soundhole cuts after stringing? Possibly. Perhaps as a somewhat rare last resort corrective. Certainly much can be changed with small touches of the knife to the soundholes. Slight widening of the stems changes the relation of the air inside the instrument to the outside. The general stiffness of the soundtable where the bridge sits can be changed with touches to the wings of the sound holes. The stiffness of bass and treble sides of the upper and lower bouts can be independently altered by touching the curves extending above and below the soundhole eyes. If some difficulty of sounding is traced to a portion of the top being out of balance stiff compared to the rest of the top, this can be loosened with a minimal touch of the knife. So maybe?
Most of all, after the core instrument is finished, we should look to setup to manipulate the playing character and sound. The bridge and soundpost foremost. Also, the string angle over the bridge matters, and can be adjust through several points, including the saddle height. The tension and dampening in the strings also matter very much. Choice of strings and tailpiece matter in this. But these are things that some dealers and repair workers do well today. Good setup is still a rare and special skill, but it's not a lost thing the way the core making has been.
So ends our initial take on reimagining how the core making of a classical violin might have proceeded, at that time and place, using the common tool kit of the arts of the time. As much as possible, we've sought the framework of a system that can account for both the range of variation, and the elements of consistency seen in generations of 'classical' Italian making.
The larger picture that emerges from this sketch is an overview of classical making. Most strikingly, the processes of building and designing aren't well separated. In deed, in this picture of classical making, designing and building can't actually be separated. The design is more like a flexible recipe than a precision blueprint. The exact final version of an instrument's design only unfolds as it is built. We don't even get to know exactly where the corners will be placed until they are actually cut. Moreover, many choices can be made or revised as we go along. Concerns of balance and grace are allowed at times to overrule any idealism of intended design. And somehow, this curious combination of looseness and design, of tradition and finagling variation is integral to the rich living character of classical made instruments.
David,
ReplyDeleteWow. What a wonderful description. Thanks for posting this.
John Schmidt, Laurinburg, NC
Such a wealth of information you have posted here! Thank you so much for sharing!
ReplyDeletePlease don't ever take this down. I reference it all the time!
ReplyDeleteIf you are a music buff and love to play the violin, you might consider looking for options to get some lessons online. With the plethora of options available for online music lessons, trying to learn the violin is an arduous task anymore. accompaniment app
ReplyDelete